



























目前无菌液体制剂是生物大分子首选的传统剂型形式。但对于热敏性差,易氧化等稳定性较差的产品而言,无菌冻干制剂(Aseptic Lyophilized Product)具备明显的优势,产品在整个灌装过程中处于低温,低压和低氧的条件,经过真空或充氮后密封可长期储存。且冻干后的制剂复溶性较好,便于临床使用。
无菌冻干制剂工艺,是在无菌液体灌装的基础上增加了冷冻干燥的过程。中国药监局在《无菌工艺模拟试验指南》中规定无菌制剂生产企业应开展无菌工艺模拟试验,充分评价无菌制剂产品生产过程中的无菌保障水平,确保无菌制剂的安全性。2020年欧盟也在《Annex 1 Manufacture of Sterile Medicinal Products》中强调无菌工艺模拟灌装应尽可能接近常规无菌生产工艺。从实际操作来讲,“尽可能接近”一词对于冻干至关重要,因为用于冻干的“常规无菌生产过程”的某些方面会对培养基本身和/或微生物的复活产生不利的影响。因此冻干在模拟常规无菌生产时,需要着重考虑以下几个方面:
- 模拟灌装应评估在过程中使用的材料的灭菌效果和去污除杂后执行的所有无菌操作,直至容器密封;
- 对于不可过滤的处方,应评估任何额外的无菌步骤;
- 在惰性条件下进行无菌生产的情况,除非计划在厌氧条件下模拟,否则应在模拟过程中用空气代替惰性气体;
- 冻干产品的模拟过程应代表整个无菌工艺链,包括灌装、运输、装载、腔室停留、卸载和密封等。在各个链条下均能代表最差操作参数,且在合理的,有详细记录记载的条件下进行;无菌冻干生产各个链条的风险评估表详见下方(举例):
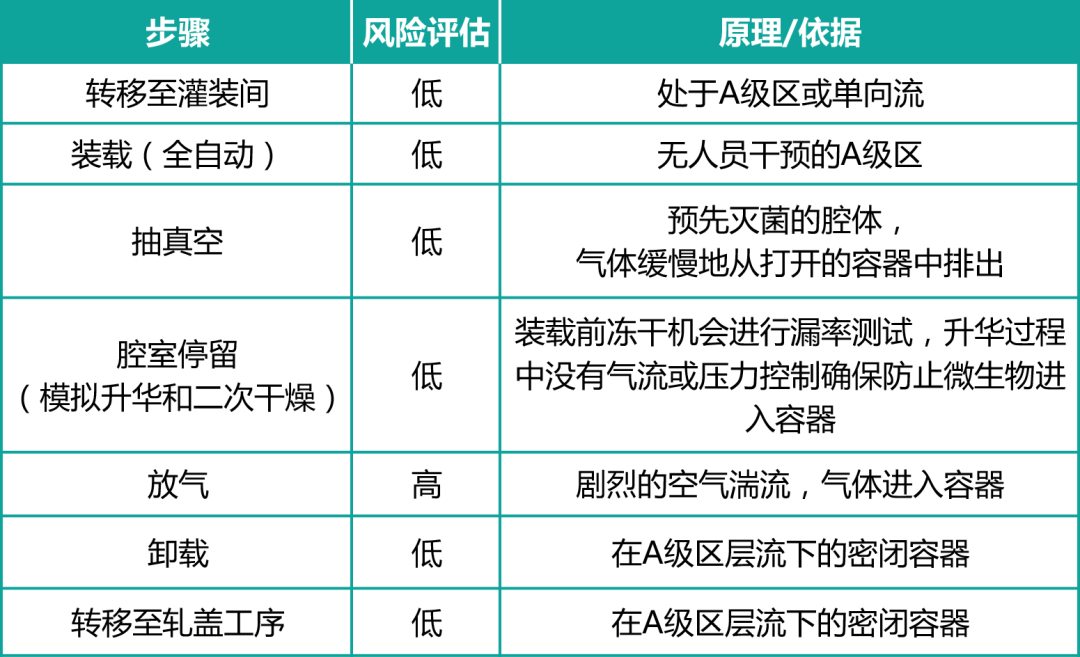
冻干模拟灌装过程中应完全复制工艺的所有方面,在设计APS(Aseptic Process simulation)时需要考虑的因素主要有:使用空气代替氮气来打破真空;重现冻干机灭菌和使用之间的最大时间间隔;重现产品除菌过滤到冻干开始之间的最长时间;和量相关的最坏情况,在装载开始至装载结束进料小门打开的最长装载持续时间。

康日百奥于2021年扩充了成品(DP, Drug Product)灌装生产线的整体产能,无菌商业化西林瓶冻干线,无菌预充针、卡式瓶灌装线于2021年12月正式投产,累计成品灌装产能达到1500万支/年,可完全灵活满足合作伙伴对于不同工艺,不同类型制剂产线的灌装量日益增长的需求。
无菌灌装生产线已通过欧盟质量受权人(QualifiedPerson)审计(简称"QP审计")以及FDA第三方审计,可满足包括预充针,卡式瓶,西林瓶在内的包含水针,冻干等多种形式的临床前至商业化阶段的灌装需求。
作为一家大分子CDMO,可以完全实现大规模原液(DS, Drug Substance)和成品(DP, Drug Product)GMP生产的紧密结合。已为多家合作伙伴交付80余批次的GMP灌装服务,成功率100%。

康日百奥可提供的无菌灌装生产服务
商业化西林瓶冻干线
可以为(2R,6R,8R,10R,15R,20R,50R)规格的水针、冻干制剂提供高效的灌装服务;
8针头灌装,灌装精度可以稳定控制在±1%;
单次批量最大:100,000瓶,年水针产量可达400万瓶;配置有全自动进出料系统冻干产能可达100万瓶/年。
无菌预充针、卡式瓶灌装线
可实现0.2mL-5.0mL不同制剂规格高效切换及连续生产;
康日百奥引入了智能化的无菌预灌封系统,借助2个超洁净无菌机器人手臂,完全实现了灌装的高精度,提供了稳定的无菌保障,年产能为1000万支。
参考文献:
David A. Hamilton ect, A Better Approach To Aseptic Process Simulation For Lyophilized Products [N]. Outsourced Pharma, May 9, 2021
A Better Approach To Aseptic Process Simulation For Lyophilized Products (outsourcedpharma.com)

本文图片版权归康日百奥所有,未经允许禁止转载或作为他用。
<END>



















 川公网安备51019002008863号
川公网安备51019002008863号 本网站未发布麻醉药品、精神药品、医疗用毒性药品、放射性药品、戒毒药品和医疗机构制剂的产品信息
本网站未发布麻醉药品、精神药品、医疗用毒性药品、放射性药品、戒毒药品和医疗机构制剂的产品信息
收藏
登录后参与评论
暂无评论